











Jak vzniká převodník, aneb ve firmě Gebhardt
Nacházíme se v kraji cyklistice zaslíbeném, a to na pomezí Lužických hor, Českého středohoří a CHKO Labské pískovce. Konkrétně v městečku Česká Kamenice, ležícím pod malebným Zámeckým vrchem. Máme trochu pocit, jako by se zde zastavil čas. Ani ne tak kvůli faktu, že na rozdíl od nepříliš dalekých Jizerských hor není tato oblast tolik „profláknutá“, ale díky prvorepublikové atmosféře, která na nás dýchá z objektu, v němž vznikají převodníky a kliky české značky Gebhardt. Dílna z roku 1931 a k ní přidružená dvojice menších  rodinných domků, z nichž byli krátce po válce vystěhováni původní němečtí majitelé, si své kouzlo uchovaly do dnešních dnů. Právě atmosféra objektu jako celku, byť po několika desetiletích značně zdevastovaného, oslovila před patnácti lety Petra Gebhardta, hledajícího prostory pro svou rozrůstající se produkci. Z nového majitele se stal zachránce kusu historie, která stále žije. Takhle nějak vypadá výroba, která je řízena hlavně srdcem. „Já se na podobné podnikání snad ani nehodím, nikdy jsem nebyl moderním, progresivním obchodníkem. Místo neustálého posouvání značky a obratu někam dál je pro mne důležitější, aby převodníky a kliky skutečně fungovaly. Dokonce jsem stále živnostník, nikoli s.r.óčko. A jestli mě na chvilku omluvíte, ještě musím jít pustit slepice.“ To byly jedny z prvních vět, jimiž nás majitel uvítal, zatímco paní Gebhardtová přichystala domácí bylinkový čaj. Hospodářství, kde mají vlastní maso, vajíčka, slivovici a mnoho dalšího. A k tomu i domácí převodníky. V Americe by tuto výrobu dost možná nazvali „garážovkou“ a skanzenem současně.
rodinných domků, z nichž byli krátce po válce vystěhováni původní němečtí majitelé, si své kouzlo uchovaly do dnešních dnů. Právě atmosféra objektu jako celku, byť po několika desetiletích značně zdevastovaného, oslovila před patnácti lety Petra Gebhardta, hledajícího prostory pro svou rozrůstající se produkci. Z nového majitele se stal zachránce kusu historie, která stále žije. Takhle nějak vypadá výroba, která je řízena hlavně srdcem. „Já se na podobné podnikání snad ani nehodím, nikdy jsem nebyl moderním, progresivním obchodníkem. Místo neustálého posouvání značky a obratu někam dál je pro mne důležitější, aby převodníky a kliky skutečně fungovaly. Dokonce jsem stále živnostník, nikoli s.r.óčko. A jestli mě na chvilku omluvíte, ještě musím jít pustit slepice.“ To byly jedny z prvních vět, jimiž nás majitel uvítal, zatímco paní Gebhardtová přichystala domácí bylinkový čaj. Hospodářství, kde mají vlastní maso, vajíčka, slivovici a mnoho dalšího. A k tomu i domácí převodníky. V Americe by tuto výrobu dost možná nazvali „garážovkou“ a skanzenem současně.

Českokamenická dílna firmy Gebhardt.
Vcházíme do dílny, již zvenku zdobí vedle loga Gebhardt třeba i kopie historické nárožní lampy a ve stejném duchu laděné zábradlí či stříška nad vchodem. Slovo autenticita zde má hlubší význam. Přitom tomu není tak dávno, co měly objekty propadlé střechy a nikdo o ně nestál. Za dveřmi zavane vůně, kterou milují všichni strojaři. Jediná známka plnohodnotného jedenadvacátého století se nalézá v místnosti vpravo, a sice špičkový CNC stroj, jehož dílem jsou precizně vyrobené kliky, náběhy převodníků a další úkony. Mimochodem stroj s pořizovací hodnotou tři miliony korun. Zbylá část výroby je návratem o několik desetiletí zpět - do doby, kdy jakákoli produkce byla ještě o manuální zručnosti řemeslníků, byť za přispění mechanicky dokonalých strojů. Ty samozřejmě nemohou v českokamenické dílně chybět - nalezneme zde obří stodvacetitunový lis ze šedesátých let, dále soustružnický automat z roku 1969, na němž zrovna z nerezového drátu vznikají zvedací kolíčky pro náběhy nebo třeba soustruh z let sedmdesátých, sloužící například k úpravě finální tloušťky osazení převodníků. K tomu rovněž unikátní vyrážecí lis pro ozubení převodníků, vlastní patent pana Gebhardta. A všechny mašiny v bezvadném stavu, s nádhernou patinou. Zkrátka dokonale funkční mechanika, vonící olejem a nabízející kombinaci maximálně precizního obrobení, nepostradatelného rámusu a odletujících špon. Převodníky i kliky v těchto prostorách vznikají od A do Z, tedy z výchozího bloku materiálu či hliníkového plechu, až po finální povrchovou úpravu a zabalení.

Zde vzniká vyrážením z čtvercového polotovaru, tedy plechu o požadované síle, převodník se základními rysy a finálním počtem zubů.
Prvorepubliková solidnost, toto spojení nás napadá jako nejvýstižnější - v souvislosti se samotnou výrobou i jejím majitelem. „Jsme malá rodinná firma. Moc mi pomáhá manželka, která je mi od samých začátků velkou oporou. Máme pět zaměstnanců včetně mého syna, což se může při roční produkci téměř dvacet tisíc převodníků a několik set párů klik zdát docela málo. Ale zvládáme to, byť je to někdy náročnější“, dodává Petr Gebhardt a ukazuje nám, na jakém principu funguje unikátní vyrážecí stroj pro ozubení převodníků. „Je to legrace - můžu být ve vedlejším domku v kanceláři a podle zvuků z dílny vím, jaké převodníky či kliky zrovna vyrábíme.“
Značka Gebhardt z nemalé části funguje jako výrobce na zakázku, v čemž je její největší síla. Potřebujete převodník s atypickým počtem zubů, nebo s výškou dvou metrů chcete konečně vyzkoušet nadstandardně dlouhé kliky? „Tohle jsou nové kliky pro Ondru Sosenku, mají 200 milimetrů a zesílenou konstrukci“, ukazuje nám Petr Gebhardt jedny z právě kompletovaných klik se zajímavě tvarovaným unašečem dvojpřevodníku. Konstrukce je podstatně větší alchymií, než se může nezasvěcenému zdát. Nejde jen o použité materiály, je třeba vyrobit natolik univerzální provedení náběhů, aby převodník fungoval se všemi systémy světových výrobců. A totéž platí u klik. Značka produkuje i speciální modely pro tandemy, dále kliky pro kolovou či krasojízdu a dokonce i přední vidlice pro toto odvětví cyklistiky. Mezi převodníky najdeme jak nejběžnější typy, jež jsou pro mnoho uživatelů zajímavou alternativou ke značkám Shimano, Sram a Campagnolo, tak i speciální pro dráhaře, cyklokrosaře či pro již zmíněné tandemy. Jedním z posledních přírůstků v nabídce jsou převodníky „narrow wide“ systému 1x10 či 1x11, jejichž vysoké zuby zabraňují spadnutí řetězu. Jinými slovy, snad není cyklistická disciplína či konstrukce klik, na něž by u Gebhardtů neměli převodník.
Nyní předejme plně slovo majiteli značky. Mimochodem nadšenému bikerovi, dlouhá léta sedlajícímu dnes již kultovní full Klein Palomino s atypickým systémem pružení Maverick. Petr Gebhardt evidentně nikdy nešel s hlavním proudem…

Na tomto soustruhu se obrábí například finální tloušťka zubů. Špony létají dost daleko, brýle jsou nutností!
Nemůžeme začít jinak - jak dlouho jste na trhu a jaké byly počátky značky Gebhardt?
V příštím roce to bude pětadvacet let, co existuje naše značka. Začínal jsem jako malosériový výrobce převodníků a současně jako opravna kol v Benešově nad Ploučnicí. Důležitým pro nás byl rok 1995, kdy jsme se prezentovali s malým stánkem na Mistrovství Evropy MTB ve Špindlerově Mlýně. Na základě toho nás kontaktoval německý velkoobchod, že by chtěl odebírat až tisíc převodníků měsíčně, ale že na nich chce pouze své logo. Já to tehdy odmítl s tím, že budování vlastní značky je pro mě prioritou, byť by mi v dané chvíli tak velké odběry určitě vytrhly trn z paty. Po dvou měsících se Němci ozvali, že budou chtít převodníky i přesto, ale že by rádi výhradní zastoupení pro Německo. Plácli jsme si, spolupráce trvá dodneška a přibylo zastoupení i pro další státy Evropy.
Pomohlo vám na západních trzích vaše jméno?
Je to paradox. Německy neumím skoro ani slovo a cítím se být Čechem jak poleno - ale myslím, že určitě ano. V německy mluvících zemích asi jméno Gebhardt znělo důvěryhodně.
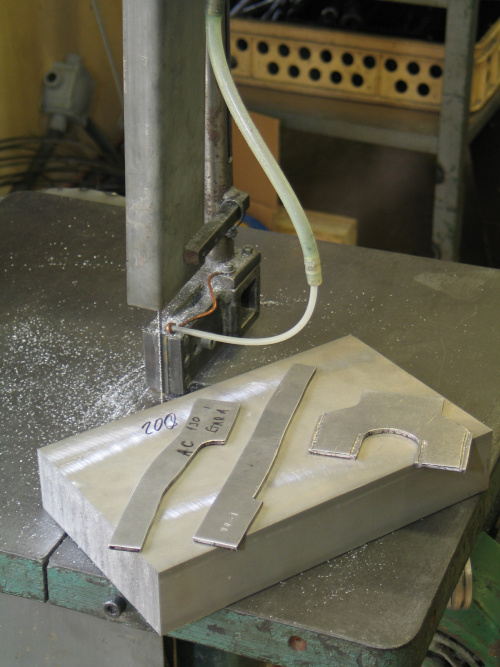
Detail historické pásové pily, kterou Petr Gebhardt zachránil před sešrotováním. Všimněte si šablon, podle nichž se vyřízne polotovar pro výrobu klik či korunky vidlice.
Jaké byly další důležité okamžiky v historii značky?
Určitě přestěhování do současných prostor a v roce 2002 zakoupení CNC stroje, který jsme pořídili na leasing. Tehdy jsme do toho šli, přestože jsme nevěděli, co nás čeká. Učili jsme se za pochodu, jezdili na školení a hlavně jsme netušili, kdy a zda vůbec se stroj zaplatí. Dnes jsou ceny podobných „céencéček“ sraženy dolů, ale tehdy to pro nás byla závratná investice.
S novou výrobní technologií určitě souvisela změna škály převodníků.
Rok nebyl čas na nic jiného než projít školením, naučit se obsluhu a hlavně jsme museli vymyslet, jaké druhy převodníků nebo klik jsme schopni vyrábět. Největším problémem však bylo, že jsme v roce 2003 od jedné zahraniční firmy odebrali materiál, který byl sice kvalitní, ale současně překalený a křehký. Kliky nám začaly praskat, což byl strašný průšvih. Takže jsme postahovali z trhu, co se dalo, a vyráběli kliky nové. Po této zkušenosti odebíráme více než deset let špičkový materiál od děčínských kovohutí. Dal jsem přesný požadavek, co od materiálu pro výrobu klik potřebuji, a oni mi vyšli vstříc.

CNC obrábění v přímém přenosu. Tady vznikají náběhy převodníků, kliky, korunky vidlic pro kolovou a další díly.
Kliky jsou ze slitiny produkované přímo pro vás?
Je to tak - to je pro mne jediná záruka, že bude materiál naprosto bezproblémový. U slitiny je potřeba zohlednit třeba i jakési „umělé stárnutí“, aby byla laicky řečeno pevná a tuhá, ale současně ne křehká. Této slitiny, kterou používáme takřka výhradně na kliky, odebíráme přibližně pět set až tisíc kilo jednou za čtvrt roku. Snažím se odebírat od domácích výrobců - máme české stroje, české ruce, tak se mi líbí, když i samotný materiál je původem český.
Jaké druhy slitin používáte a jak se od sebe vlastnostmi liší?
Na kliky používáme téměř shodnou slitinu jako jiní výrobci, kteří své kliky frézují – ať už je to třeba Race Face, nebo italské FRM. Souhrnně se taková slitina nazývá „zinkovina“, s označením 7075 T6. My však máme na konci odlišnou tepelnou úpravu, jež odstraní právě nežádoucí křehkost. Rozdíly v materiálech jsou vedle tvrdosti především ve vnitřním pnutí a zmíněné křehkosti. Vlastně je to podobné jako práce se dřevem. Když si představíte, že jsou léta jedním směrem, pak se po vyříznutí proti létům dřevo zkroutí. Podobný problém může nastat u převodníku, kdy poté, co CNC odebere 80 % materiálu, se převodník po vyjmutí může kvůli vnitřnímu pnutí zkroutit. Vysoce kalený materiál nemusí být vždy vhodný.
Dá se pro laika shrnout, jak taková slitina vzniká?
Jednoduše se to dá popsat tak, že se v peci namíchá slitina, v níž je měď, hořčík a všechny další příměsi. Vznikne tvarově nepravidelný odlitek, který se následně tlačí do lisu, kde se zhutní a dostane finální tvar. Nakonec se ohřívá a následně sprchuje, teple i studeně, aby se odstranilo právě vnitřní pnutí. Výchozí hranol, který nám dodají, má rozměr 50 x 160 x 2000 milimetrů.

V CNC stroji je díl pevně upnut, tak je zaručena maximální preciznost výroby. Na fotce vkládání neofrézovaného polotovaru, po němž je nutné zadat počítači přesné kroky.
Z něho již vyříznete základní polotovar pro výrobu klik?
Přesně tak. Základní tvar vyřízneme na historické pásové pile, kterou jsem kdysi zachránil před sešrotováním. Je to nádherný stroj. Zkoušeli jsme tvar pro následné obrábění vyřezávat i vodním paprskem, ale byl kvůli velkému rozstřiku nepřesný, pásová pila se osvědčila daleko více. Po vyříznutí se klika vkládá na obrobení do CNC stroje.
Stává se ještě, že vás při objednávce převodníků něco překvapí?
Někdy ano. Třeba teď jsme dělali kliky do Španělska na závodní silniční tandem. Měli požadavek, že proti padání řetězu pro „přední“ převod 1:1 chtějí na převodníky kryty – podobné jako se vozily v cyklokrosu. Za prvé mě trochu překvapilo, že jim při otřesech padá řetěz a za druhé mi použití krytů přišlo zbytečně těžké. Nabídl jsem jim možnost zkusit systém narrow wide, ovšem ve standardní šířce, jen s vyššími zuby. A máme zpětnou vazbu, že to skvěle funguje. Jinak v případě tandemových dílů jsme se postupně doslova vyškolili. Když si představíte, že dva jezdci zabírají do pravé kliky s převodníkem, tak pevnost zde musí být skutečně extrémní.

Jako jedni z mála malosériových výrobců nabízíte stále i kliky na čtyřhran.
Nabízíme, máme na ně stále odběratele. Jinak děláme rovněž ISIS a pak model s integrovanou osou, u nějž je největší poptávka. Čtyřhran a ISIS se používají hlavně u zmíněných tandemů, kde integrace osy do kliky nejde úplně jednoduše vyřešit. I když zrovna vyrábíme zkušební sadu pro další zahraniční tandemisty, kde bude veškerý pohon včetně primárního řetězu na pravé straně, a budou se tak dát použít právě kliky s integrovanou osou.
Jak se stavíte k popularitě oválných převodníků?
Jsem přesvědčen, že mohou být přínosem. Testoval jsem je už před řadou let, dokonce jsem zkoušel ještě extrémnější „šišoid“, než nabízí Rotor. Myslím si ale, že nejsou pro každého, záleží na somatotypech konkrétních jezdců. Dokonce jsem zvažoval, že bychom nabídli různě velkou ovalitu - aby měl zákazník možnost výběru.
S převodníky „narrow wide“ pro pohon 1x11 a 1x10 jste přišli na trh poměrně nedávno.
Přiznám se, že se mi nelíbí, když je nějaká „móda“, tak aby s tím hned Gebhardt přišel taky. Rok jsem vyčkával a testoval vlastní provedení tohoto konceptu. Poptávka však byla taková, že narrow wide nabízíme a je prodejně velmi úspěšný.
Poptává dnes ještě někdo převodníky bez náběhů?
Prodáme jich hodně, nejvíc do Německa, ale výjimkou nejsou ani závodníci. Třeba Kamil Ausbuher vozil na cyklokros dlouhá léta naše převodníky bez náběhů, protože jejich životnost byla bezkonkurenční. Když jsem se ho ptal, jak to má s řazením, tak mi řekl, že kdo umí řadit, zařadí i bez náběhů. A je pravda, že s náběhy chtě nechtě vždy souvisí ubrání materiálu.
Vymyslet funkční systém náběhů a nýtovaných čepů muselo být náročné.
Zpočátku jsme dělali zvedací kolíčky větší, nyní preferujeme střední cestu, která je nejuniverzálnější z hlediska kompatibility i s převodníky jiných značek. Nicméně, pro co nejlepší funkci bývá ideální, když celá sestava převodníků pochází od jednoho výrobce. Díky nabízené škále převodníků musíme mít svůj systém náběhů a z vlastní zkušenosti vím, že naše převodníky potřebují takzvaně „zajet“. Řetěz si zkrátka musí lehce vymačkat svůj prostor, což je typický znak drtivé většiny frézovaných převodníků.

Převodník pro současné silniční kliky Dura-Ace, jehož tvarování je zcela závislé na špičkovém frézovacím CNC stroji.
Problémem mohou být i velké rozdíly mezi převodníky.
Samozřejmě, a nemusí se jednat jen o Compact či „nový compact“ s rozsahem 52/36. Najdou se zákazníci, kteří chtějí mít na silničním kole velký převodník 54, ale malý vyžadují 33 zubů. Mezi převodníky je pak obrovská vzdálenost, takže nelze čekat, že bude řazení tak rychlé jako u klasiky 53/39. Byť samozřejmě funguje - sám jsem kvůli požadavkům zákazníků tuto kombinaci na silničním kole testoval.
Jako jedni z mála výrobců nabízíte velký převodník pro kliky Dura-Ace. Jak složitá je výroba takto atypického převodníku?
Ve srovnání s klasikou je složitá, převodník je totiž hodně silný a tvarově navazuje na ramena kliky. Základem je zde desetimilimetrový plech, který se nedá stříhat, ale prvotní polotovar se musí vyřezat na pásové pile. Celkově je s výrobou skutečně hodně práce.
Řešíte u větších převodníků i vyšší tuhost?
Pokud má převodník přes 53 zubů, přidáváme materiál, což se u CNC stroje dá skvěle naprogramovat. Pamatuji si ale úsměvnou příhodu, kdy od nás před řadou let chtěli Rusové superlehké převodníky na dráhu. Tak jsme jim vyfrézovali nádherné „placky“ s výrazným odlehčením. Jen nám tehdy zapomněli říct, že tyto převodníky chtějí na dráhové tandemy. Samozřejmě převodníky ohnuli a poslali je zpět. Když vyšlo najevo, že dali převodníky na tandem, obrátil jsem oči v sloup.
V nabídce máte i superlehké šroubky k převodníkům, co vyrábíte dalšího?
Například podložky pod šrouby a v poslední době experimentuji i s pastorky, kdy mě kluci z oddílu přemluvili, abych jim ke kazetám udělal větší koncové pastorky s třiceti zuby. Zatím je to ve fázi prototypů, které sám testuji.

A co další materiály, třeba titan?
Titan mám v dílně připravený, vyžaduje pouze jiné frézy, než používáme na slitinu hliníku. Chtěli jsme z titanu vyrábět integrované středové osy ke klikám, ale nakonec se pro tento účel osvědčil dural.
Nabízíte volitelné délky klik. Jaký je „strop“ a pro jak vysoké jezdce jsou kliky určeny?
Nejdelší máme dvě stě milimetrů, což je pro jezdce s výškou výrazně nad dva metry. Zákazníci postupně přicházejí na to, že když někdo měří přes sto devadesát centimetrů, tak efektivita přenosu síly je s dlouhými klikami úplně někde jinde. U závodníků je délka klik naprosto zásadní. Když mi zákazník řekne svou výšku, délku nohou a informaci o tom, jaké jezdí převody, v jakých kategoriích a podobně – tak z toho se dá určit, jak dlouhé kliky by měl mít.
A krátké kliky, třeba pro dětská kola?
I ty vyrábíme, neboť přibývá rodičů, kteří se nehodlají smířit s tím, že má jejich dítě těžší kolo než oni sami. Čím kratší klika, tím si můžeme dovolit výraznější ubrání materiálu. Dokonce i mezi závodnicemi se najdou holky, které vozí sto šedesátky nebo dokonce i stopětapadesátky.
Nějaká vyloženě atypická přání zákazníků?
Výjimkou nejsou požadavky, kdy lidé po úrazu potřebují každou kliku jinak dlouhou – ať už z důvodu kratší jedné nohy či nemožnosti dostatečného ohybu kolene. Zrovna minulý měsíc jsme vyráběli kliky, kdy byla pravá dlouhá standardních 175 a levá pouhých 130 milimetrů.

Koutek krasojízdy a kolové - na fotce části předních vidlic a kliky. Ano, vidlice pro kolovou jsou skutečně takto subtilní.
U povrchové úpravy spoléháte pouze na elox?
Stříbrná a barevná povrchová úprava je eloxovaná. V případě černé barvy jsme dlouho experimentovali a nakonec se nám osvědčila technologie kataforézních laků používaná v automobilovém průmyslu pro karosérie. Jde o to, že se celá karoserie ponoří do obrovské vany a po vytažení a následném vypečení je lak dokonale jednolitý. A přesně tuto technologii, byť ve zmenšeném, používáme my.
Můžete v krocích popsat výrobu převodníku?
Základem je plech v tloušťce 4 mm pro CNC převodníky a 3,5 mm pro základní řadu převodníků. Ten se nastříhá na čtverce a poté se udělá středový otvor, od nějž se vše odvíjí – rozteč, počet zubů a vše další. Následným krokem je vložení do poloautomatu, který vystříhá požadovaný počet zubů. Pak se vyrazí rozteč a na stodvacetitunovém lisu prostřední, největší otvor. Následně se vysekají „půlměsíce“ mezi uchycením a odlehčovací otvory. Po nalakování přijde na řadu osazení tloušťky zubů. To má hodnotu 1,9 milimetru pro horskou a silniční cyklistiku a 2,9 milimetru na dráhových převodnících. Následuje frézování osazení pro šrouby a nakonec sítotiskové nanesení loga.
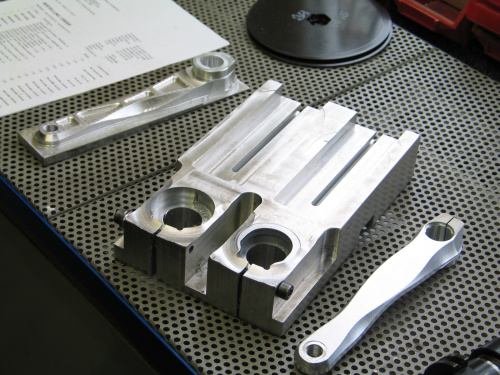
CNC obrábění klik probíhá v několika fázích – vždy se frézuje jedna a posléze až druhá strana.
Pak už jen zabalení a expedice…
Německý trh nás nedávno donutil změnit balení, které musí být čistě papírové. Před tím jsme měli průhledný plastový obal. Ve finále jsem rád, že jsme byli přinuceni použít papír, protože mám ze současné přemíry plastů docela hrůzu.
Jaké máte dodací lhůty, pokud se nejedná o úplný atyp?
Jsou v podstatě stejné, ať už je to standardní, či atypický model. V případě CNC převodníků bývá dodací lhůta maximálně do měsíce - například na jaře, když jsme plně vytíženi. Ale snažíme se, aby byla kratší, většinou tak čtrnáct dní.
Vyrábíte kliky i pro kolovou a krasojízdu.
V současnosti vyrobíme kolem dvaceti párů takových klik měsíčně. Nedávno mě potěšilo, když jsme se byli podívat v Brně na Mistrovství světa v kolové. Z nějakých dvaceti nebo třiceti párů neměly jen dva naše kliky. A to paradoxně čeští reprezentanti a pak Švýcaři. Celý svět měl Gebhardt. Pak má člověk pocit, že snad dělá něco dobře.

Kliky při finální kompletaci, po níž již následuje expedice k zákazníkovi.
Děkuji za rozhovor.
Jan Kadečka
Cyklo Švec zve do svého stánku na For Bikes
Firma CYKLOŠVEC Vás zve na svůj stánek na výstavě FORBIKES, kde budeme mimo jiné prezentovat inovovanou řadu tretrer CATLIKE s BOA kolečkem…
- Datum: 16. 03. 2016
- Kategorie: Technika
Dost neobvyklé rohy SQlab
Časovkářské nástavce silničních řídítek, takzvané spinaci, s nimiž přišla v devadesátých letech značka Cinelli, jsou dnes už téměř…
- Datum: 22. 03. 2016
- Kategorie: Technika
